
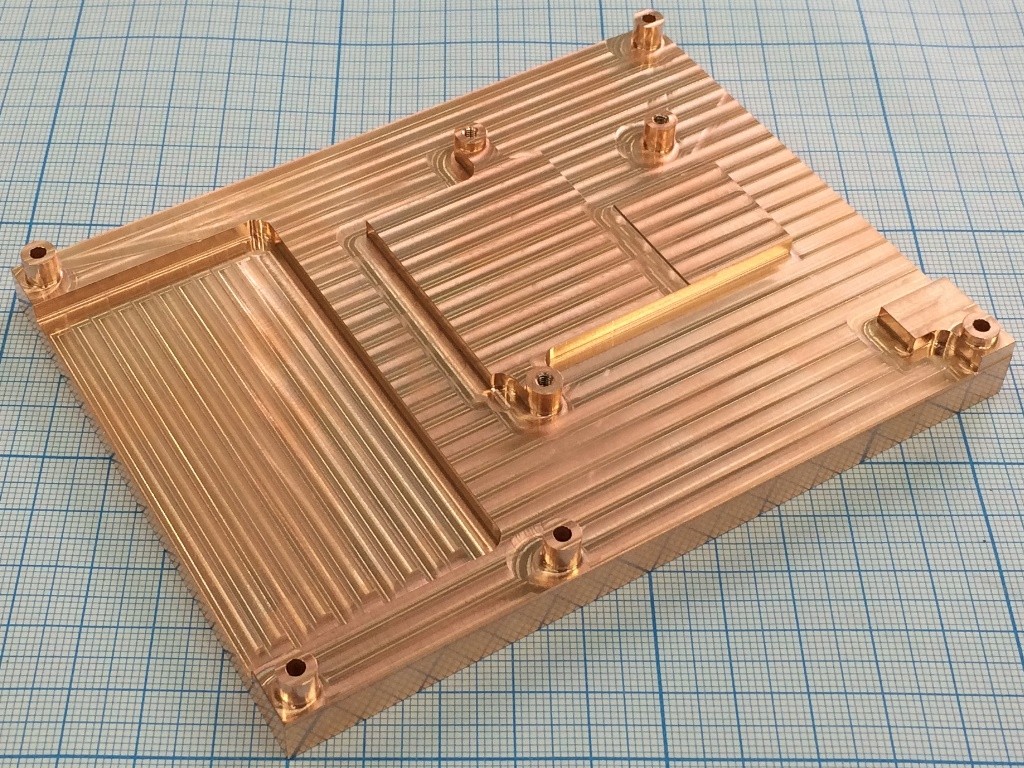
Фрезеровка радиаторов / теплоотводов для РЭА из алюминия и меди на станках с ЧПУ.
В ходе проектирования, тестирования и внедрения в эксплуатацию различных радиоэлектронных устройств инженеры разработчики порой сталкиваются с отказами или выходом из строя приборов из-за перегрева в рабочем режиме отдельных компонентов аппаратуры: микросхем, транзисторов и т.д. Одним из самых эффективных способов отвода тепла от радиоэлектронных компонентов является рассеивание тепловой энергии при помощи радиаторов / теплоотводов. Эффективность работы радиаторов / теплоотводов зависит от ряда конструктивных факторов, таких как теплоемкость материала, объем, площадь и цвет наружной поверхности радиатора, а также шероховатость контактной площадки теплоотвода непосредственно контактирующей с охлаждаемым радиоэлектронным компонентом. Существуют многочисленные стандартные решения от различных производителей, предлагающих готовые радиаторы / теплоотводы или даже целые системы теплоотвода. Тем не менее, зачастую разработчикам аппаратуры приходится прибегать либо к доработке стандартных радиаторов, либо к проектированию уникальных теплоотводов ( в том числе как часть корпусов РЭА). При малых и средних партиях экономически целесообразна 3д фрезеровка радиаторов / теплоотводов РЭА.
Выбор материала для ЧПУ фрезеровки радиаторов / теплоотводов РЭА.
В основном теплоотводящие элементы радиоэлектронных приборов изготавливают из различных сплавов алюминия. При проектировании и тепловом расчете радиаторов из алюминия инженерам разработчикам стоит учитывать не только теплоемкость сплава «по справочнику», но и доступность данного сплава на рынке металлопроката в виде конкретного сортамента (плит, шин и т.д.) Наиболее распространенный алюминиевый сплав Д16 имеет относительно высокую теплоемкость, достаточную для большинства применений. Более высокую теплоемкость имеют сплавы АД31, АД33, но купить их в виде плит различной толщины затруднительно. Поэтому при выборе марки алюминия для производства теплоотводов желательно предварительно запросить у поставщиков металлопроката или у контрагента по металлообработке наличие необходимого для 3д фрезеровки радиаторов сортамента. Радиторы для РЭА из алюминия имеют относительно низкую стоимость по сравнению с медными. И тем не менее, в ряде случаев невозможно обойтись применением алюминиевых радиаторов, т.к. они не позволяют отводить тепло от РЭК столь же эффективно как медь.
Медные сплавы, по сравнению с алюминиевыми существенно «дороже» практически по всем параметрам: по цене за кг, по плотности (весу радиатора при одинаковом объеме), по скорости 3д фрезеровки (алюминий обрабатывается быстрее и легче меди), по расходу металлорежущего инструмента. Т.к. теплоемкость медных сплавов значительно выше теплоемкости алюминиевых сплавов, необходимость в применении в качестве теплоотвода медных радиаторов в ряде случаев перевешивает разницу в цене. Особенно недопустимость перегрева РЭК важна в аппаратуре для спецприменений, где выход из строя или сбой в работе радиоэлектронного устройства может привести к значительным потерям разного рода.
Шероховатость поверхности при 3д фрезеровке радиаторов / теплоотводов.
Для наиболее плотного прилегания РЭК к теплоотводящим поверхностям необходимо стабильно получать шероховатость теплоотводящих поверхностей радиаторов РЭА не ниже заданных параметров. Это возможно только при соблюдении ряда технологических мер, в частности:
- использование качественного металлорежущего инструмента и его своевременная методичная замена (через определенные интервалы выработки) при притуплении режущей кромки;
- интенсивное охлаждение зоны резания;
- подбор в зависимости от обрабатываемого материала высокоскоростных режимов резания, необходимых для достижения требуемых параметров шероховатости.
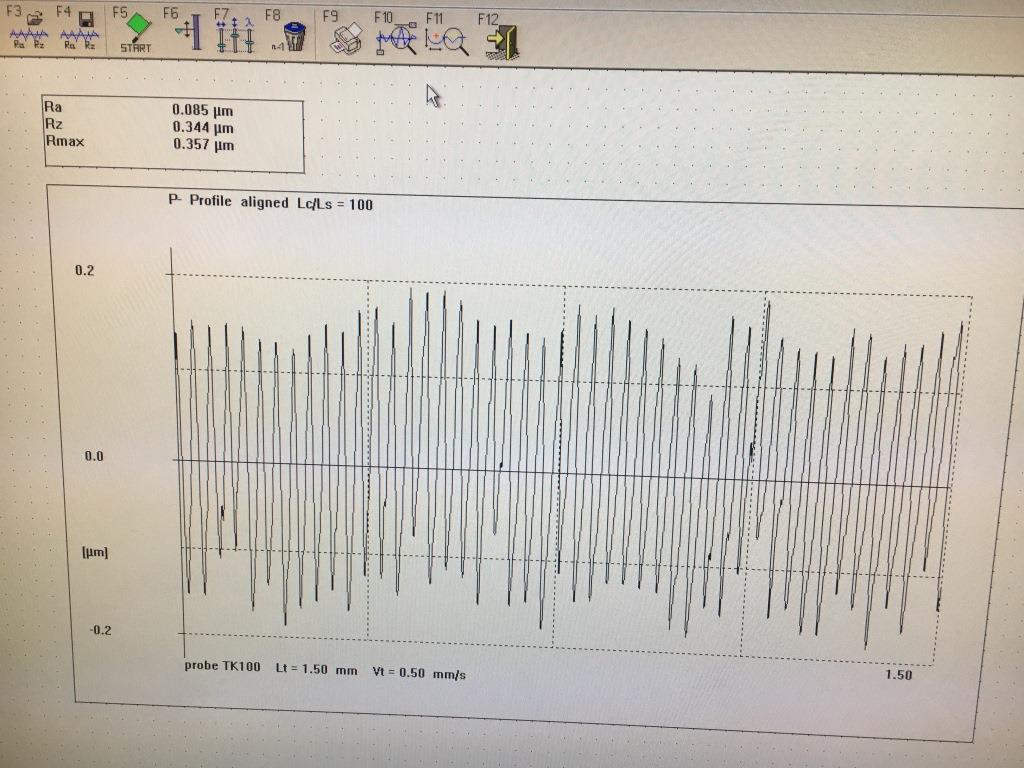
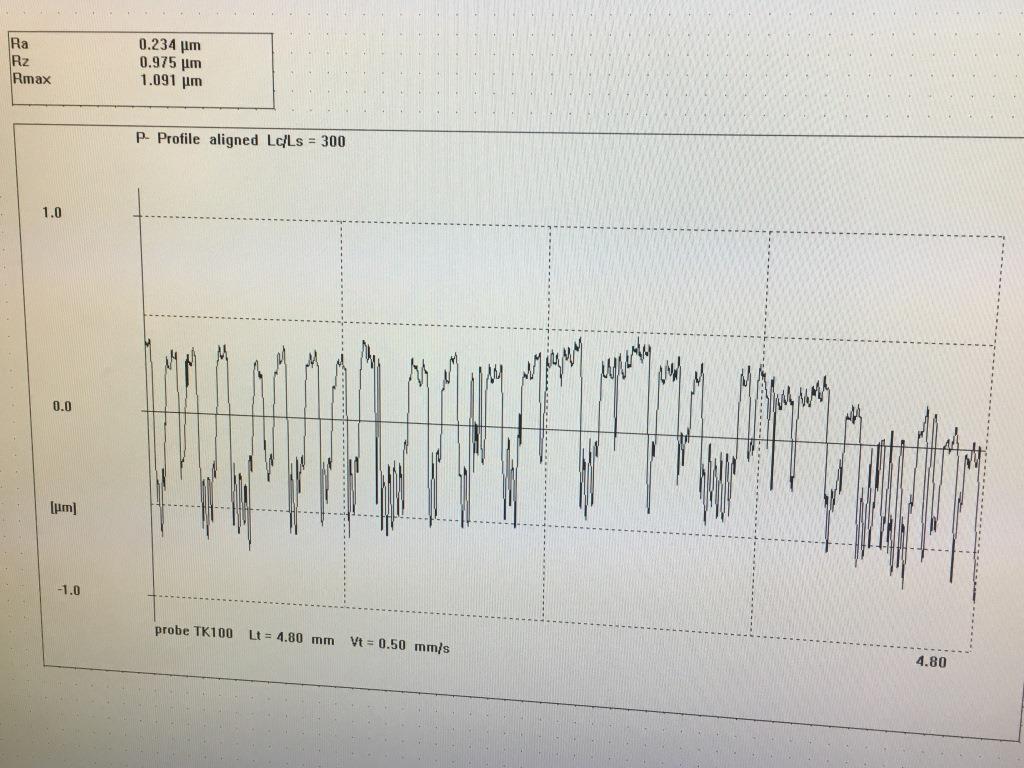
Как правило в конструкторской документации на радиаторы/теплоотводы РЭА закладываются параметры шероховатости теплоотводящих поверхностей в пределах Ra 1.25 — Ra 2.5. Но встречаются и более высокие требования шероховатости. Высокоскоростная 3д фрезеровка радиаторов из медных сплавов позволяет достигать более высоких значений шероховатости, как правило получаемых только шлифованием или полированием. Ниже приведены показания прибора, измеряющего шероховатость двух медных радиаторов при обработке новой фрезой и притупившейся. Вид поверхности при таких параметрах шероховатости после 3д фрезеровки практически «зеркальный».
Для оценки и размещения заказа на Фрезерные работы ЧПУ и фрезеровку радиаторов / теплоотводов для РЭА / СВЧУ Вы можете отправить заявку (чертежи, эскизы, 3Д модели деталей с указанием количества) на электронную почту: info@rostmeh.ru
+7 (495) 968-95-27